-

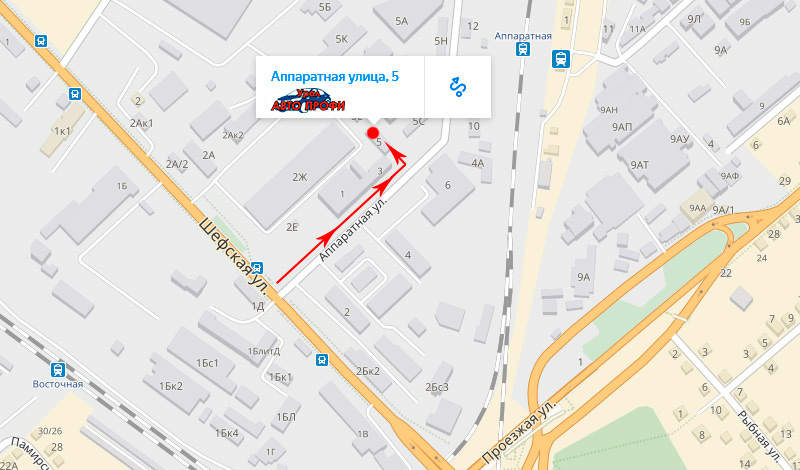
- г.Екатеринбург, Аппаратная 5
пн - пт с 9:00 до 17:00
Как к нам проехать? - aps3000@mail.ru
+7(343)268-06-44
Заказать звонок
Работаем с физическими и юридическими лицами. Рассрочка для юридических лиц.
Аргонная сварка титана

Титан – уникальный металл, обладающий повышенной прочностью, стойкостью к различным воздействиям, и это при малом весе. Все эти характеристики сделали его самым востребованным материалом не только в авиа- и кораблестроении, строительстве, но и в автомобильной промышленности.
Проблема, с которой сталкиваются при ремонте деталей из титана – сложность в обработке. Дело в том, что при нагревании до 400°С и более титан начинает разрушаться, из-за воздействия кислорода и азота.
Поэтому при сварочных работах необходимо соблюдать определённые технические правила и использовать защитные средства, не допускающие взаимодействия с продуктами сварки и внешней средой.
Сварка титана
Аргонная сварка деталей из титана позволяет при грамотном подходе и наличие навыка у специалиста выполнить тонкую операцию обработки материала без использования электродов и флюсов. Выполним профессиональную сварку титана в среде аргона в Екатеринбурге.
Технология сварки титана
Процесс сварки титана заключён в некоторых тонкостях операции, и выполнить их сможет только квалифицированный специалист. Весь процесс проходит последовательно.
- Вначале идёт подготовительный этап, на котором место сварки зачищается плазменной или газокислородной резкой.
- Затем деталь обрабатывается раствором соляной кислоты и фтора.
- Процесс сварки проходит при постоянном токе, специальной токопроводящей горелкой с керамическим соплом.
Электрод, используемый для работ – только вольфрамовый.
Под давлением электродуги жидкий титан оттесняется, и горит она как бы в углублении. Вследствие этого, проплавляющая способность соединения повышается. Нагнетаемый в сварную ванну аргон создаёт надёжную защиту как внешней, так и внутренней поверхности от кислорода и азота.
Если свариваемая деталь имеет толщину более 1,5 мм, то для надёжности соединения применяется присадочная проволока. В случаях сварки детали меньшей толщины соединение проводится встык без зазора и присадок. Детали толщиной более 15 мм сваривают в один подход погружённой в ванну дугой.
При правильном подходе шов получается цельной и ровный, не требующий дополнительной зачистки от шлаков. Качественно выполненный шов имеет высокую прочность и герметичность.
Техника безопасности
Для устранения вероятности взаимодействия расплавленного материала с воздухом, водяным паром или азотом, на рабочем месте необходимо организовать защиту с тыльной и наружной стороны детали.
Для этого можно использовать стальные или медные прокладки, которые необходимо плотно прижать к сварному шву. Также применяются специальные насадки с защитными козырьками и отверстиями.
Если вам необходима услуга сварки титана аргоном, звоните прямо сейчас (343) 268-06-44 по телефону в Екатеринбурге!



{kind=link}
{kind=link}
{kind=link}