-

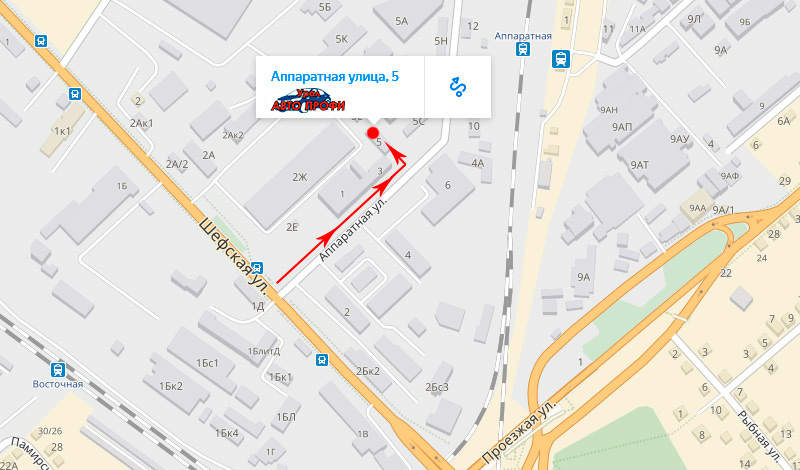
- г.Екатеринбург, Аппаратная 5
пн - пт с 9:00 до 17:00
Как к нам проехать? - aps3000@mail.ru
+7(343)268-06-44
Заказать звонок
Работаем с физическими и юридическими лицами. Рассрочка для юридических лиц.
Cложность аргоновой сварки автомобильных деталей из нержавейки

Cварка нержавеющих сталей в инертном газе — самый популярный метод соединения металлов автодеталей. Несмотря на свою эффективность, процесс обладает рядом особенностей, которые делают его сложным для выполнения.
Сложность процесса
1. Высокое тепловое расширение
Нержавеющая сталь имеет отличную теплопроводность. При нагревании быстро передает тепло, что ведет к значительному расширению и последующему сокращению, что вызывает деформацию детали и внутренние напряжения, которые могут привести к трещинам.
2. Пористость
Основная проблема при сварке сплава — поры. Они образуются из-за наличия влаги и кислорода в рабочей зоне. Даже незначительное присутствие влаги в аргоне или флюсе может привести к серьезным дефектам.
3. Оксидация поверхности
При контакте сплава с кислородом на поверхности могут образоваться оксиды, что ухудшает проволочность электрода, приводит к неравномерному распределению тепла и снижению прочности шва.
Особенности процесса в автосервисе
- Доступность к свариваемой зоне.
- Многие детали автомобиля имеют сложную геометрию: толстые кронштейны, узлы с криволинейными поверхностями.
- При сваривании в замкнутом пространстве возникают проблемы с охлаждением и защитой от внешних факторов.
- Движение автомобиля.
Ремонтные работы часто проводятся без снятия детали с автомобиля. Это создает дополнительные сложности:
• нестабильное положение детали;
• необходимость работы в ограниченном пространстве;
• затрудненный контроль процесса.
Использование дорогостоящих материалов
Для сварки нержавейки требуется специальный флюс и аргон высокой чистоты. Это значительно увеличивает стоимость процесса по сравнению с обычной сваркой.
Решения и рекомендации
Подбор правильного оборудования
• использование вольфрамового электрода;
• сварочный трансформатор с плавной подачей тока;
• специальный держатель TIG с системой подачи флюса;
• система фильтации аргона.
Технологические приемы
• предварительный подогрев свариваемой зоны до 200-300°C;
• минимальное время пребывания детали в расплавленном состоянии;
• периодическая замена флюса при работе в условиях загрязненного воздуха.
Подготовка рабочей зоны заключается в защите рабочей зоны от пыли и масла; использовании инертной среды в замкнутых пространствах.

Примеры сложных ремонтов
| Тип детали | Проблемы | Решение |
| Кронштейн выхлопной системы | Наличие масла и пыли | Специальная очистка |
| Сайлентблоки подвески | Трудный доступ | Малый электрод |
| Радиатор охлаждения | Нестабильная подача | Ручная сварка в несколько слоев |
Процесс требует профессионального подхода, качественного оборудования и большого опыта и позволяет получать прочные швы, которые сохраняют коррозионную стойкость и эстетичный вид.
Обращайтесь в компанию УралАвтоПрофи в Екатеринбурге на Аппаратную, 5, поможем!


{kind=link}
{kind=link}
{kind=link}