-

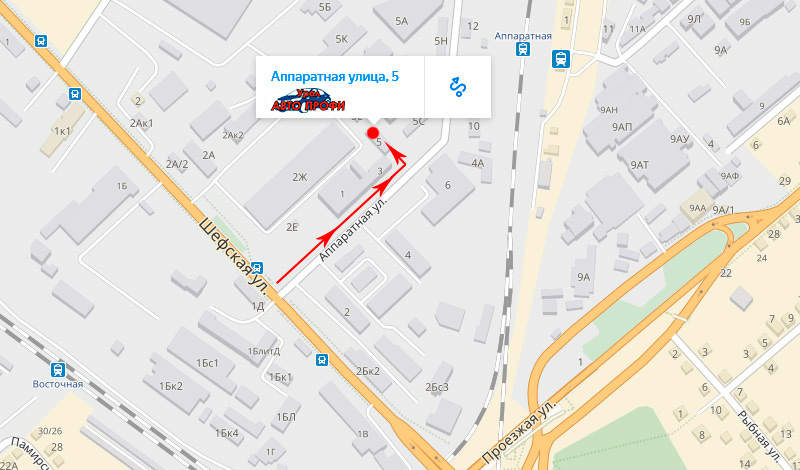
- г.Екатеринбург, Аппаратная 5
пн - пт с 9:00 до 17:00
Как к нам проехать? - aps3000@mail.ru
+7(343)268-06-44
Заказать звонок
Работаем с физическими и юридическими лицами. Рассрочка для юридических лиц.
Особенности сварки алюминия аргоном

Сварка алюминия в среде аргона: нагреваясь и соприкасаясь с кислородом, этот материал образует на поверхности пленку окисла. Это делает затруднительным использование электродуговой варки. Сварка Al технологически сложна, требует от специалиста высокой квалификации.
Узнавайте цену сантиметра. Хотя материал непрост в обработке, проводим восстановление без особых проблем. Ремонтируем и восстанавливаем детали автомобиля в среде аргона.
Для заказа ремонта авто звоните +7 (343) 268-06-44 по телефону в Екатеринбурге. На услугу цены за работу невысокие.
О чем следует помнить при выполнении сварки
Нужно учитывать, что материал обладает более высокой теплопроводностью, чем сталь. Скорость передачи тепла от сварочной ванны соединяемым элементам высокая. Поэтому сварка Al требует повышенного тепловложения. Скорость замедляется для необходимой глубины проплавления.
Для повышения прочности проводят легирование с использованием кремния, меди, магния, цинка и марганца.
Сварка Al дает высокий риск появления горячих трещин. Необходимо избегать в сварных конструкциях сплавов, которые имеют тенденцию к таким процессам.
Особенности услуги
Цена в компании УралАвтоПрофи, Екатеринбург — от 500 рублей.
- Низколегированные характеризуются невысокой механической прочностью. Хорошо поддаются свариванию и устойчивы к повреждению коррозией.
- Высоколегированные более прочны, но плохо свариваются, порой вовсе непригодны.
- К несвариваемым сплавам относят дюралюминиевые, не рекомендуется авиали сваривать путем сплавления кромок с присадочными материалами.
- Свариваемость тройных алюминиевых сплавов хорошая при содержании в них легируемых цинковых и магниевых элементов до 7,5 процента.

При сваривании предпочтительнее стыковые соединения. В таких случаях полное проплавление осуществляется на извлекаемых прокладках с канавками, которые собирают стекающий металл со шлаком.
Если элементы имеют разную толщину, целесообразно:
- подбирать кромки, имеющих одинаковую толщину,
- использовать параметры относительно более массивного элемента и больше насыщать его теплом.
Сварка поддающегося холодной деформации металла при нагреве в сварном месте трансформирует в отожженное состояние. Для сплавов термообработанного типа температура данной зоны нужна значительно более высокая, чем температура старения.
Поэтому зона вокруг шва будет отличаться меньшей прочностью по сравнению с основной деталью. Если свариваемые конструкции имеют небольшие габариты, то зону восстанавливают повторной термической обработкой либо утолщением свариваемых кромок.
В чем сложность
- Дает существенную литейную осадку, превышающую данный параметр у стали более чем в два раза. При затвердевании процессы деформации и внутреннего напряжения идут более активно. Это приводит к образованию в материале горячих трещин. Для уменьшения вероятности их формирования требуется избегать близкого расположения швов.
- Значимая роль отводится предварительному подогреву, предотвращает неполное газовыделение, которое ведет к образованию пор. Предварительный подогрев устраняет влагу, снижает риск появления горячих трещин больших деталей. Металл легкоплавок, температуру его предварительного прогрева следует повышать над 100-градусной планкой незначительно.
В работе Al
- не меняет цвет во время нагрева;
- плавится при более низкой температуре;
- прочность снижается при нагревании.
Даже при предварительном подогреве общая температура детали остается довольно невысокой. Чтобы не допустить прожигания, либо расплавления детали необходимо, чтобы работа проводилась опытным специалистом, умеющим постоянно держать концентрацию внимания.
Алюминиевая сварка в отличие от титана дает характерный сварочный шов. Он обычно венчает кратер. Поэтому при завершении процесса меняют направление движения дуги на противоположное, продолжая подавать проволоку и заплавляя кратер.
На услугу цена доступная для г. Екатеринбург в УралАвтоПрофи.



{kind=link}
{kind=link}
{kind=link}