-

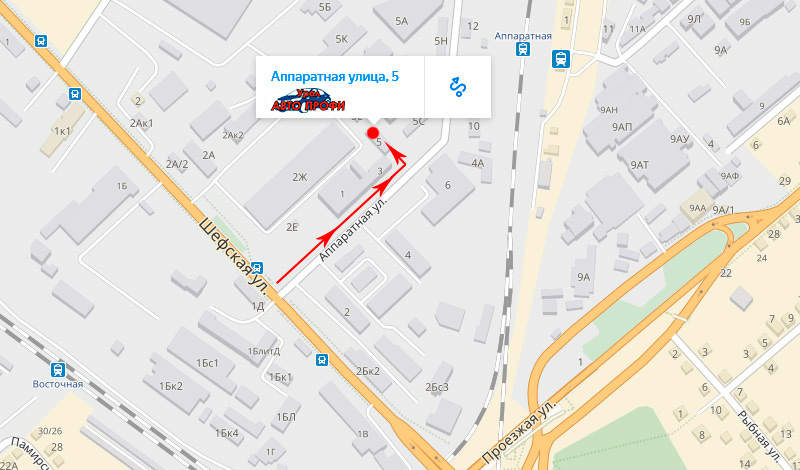
- г.Екатеринбург, Аппаратная 5
пн - пт с 9:00 до 17:00
Как к нам проехать? - aps3000@mail.ru
+7(343)268-06-44
Заказать звонок
Работаем с физическими и юридическими лицами. Рассрочка для юридических лиц.
Нержавейка – сварка полуавтоматом или аргоном

Железные изделия считаются очень прочными, но все портит одна особенность железа – склонность к ржавлению. Окисление железа может привести в негодность и маленькие детали, и большие конструкции. Оптимальное решение было найдено с открытием нержавеющей стали.
Сварка нержавейки имеет некоторые особенности. Самые распространенные методы – использование полуавтоматов. и работа в среде аргона.
Особенности сварки полуавтоматом
Надежный метод, учитывает все химические свойства и особенности материала. Восстановление изделия осуществляется в среде углекислого газа. Между свариваемыми частями необходим зазор 1,5 мм по всей длине стыка.
Регулируется индуктивность – для изменения глубины воздействия. Сварка стали происходит мягче при повышении индуктивности. Сниженное значение, напротив, делает сварку глубже.
В зависимости от различных параметров материала и условий, выбирается вариант работы:
- короткая дуга – для работы с тонкостенными изделиями;
- струйный перенос — сварка значительных по толщине элементов;
- импульсная сварка – экономичная с высокой скоростью.
Возможна сварка нержавеющей стали полуавтоматом без газа, с использованием специальной присадочной проволоки. Прочный и аккуратный шов со временем может поржаветь. Поэтому берут проволоку из нержавейки. То есть создаются условия для сварки с учетом особенностей материалов.
Брызги при сварке нержавейки с углекислотой неизбежны. Поэтому этот метод подходит, когда требуется прочный шов, а внешний вид не имеет значения.
Аргоновая сварка нержавеющей стали
Технология аргонно-дуговой сварки позволяет сваривать металлические элементы значительной толщины, получать надежные прочные соединения с хорошим внешним видом.
В зависимости от типа свариваемого металла меняется расход аргона. Алюминий требует для работ 20 литров аргона в минуту, нержавейка — 8 л/мин.



{kind=link}
{kind=link}
{kind=link}