-

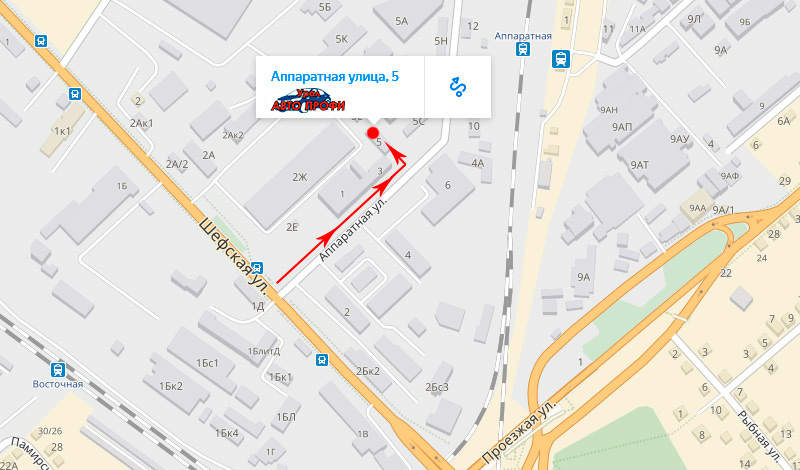
- г.Екатеринбург, Аппаратная 5
пн - пт с 9:00 до 17:00
Как к нам проехать? - aps3000@mail.ru
+7(343)268-06-44
Заказать звонок
Работаем с физическими и юридическими лицами. Рассрочка для юридических лиц.
Пайка латуни

Мы всегда придем на помощь, если Вам потребовалась пайка латуни: осуществляем пайку латунных изделий.
Особенности пайки
На латунях, имеющих в своем составе до 15 % Zn, оксиды состоят из Cu2O с присутствующими в ней частицами ZnO. В сплавах меди, где процент цинка выше, слой оксида состоит в большей части из ZnO, который удаляется более сложно, чем Cu2O.
При низкотемпературной пайке латуни оловянно-свинцовыми и другими подобными припоями, возникает ситуация, которая заключается в том, что канифольно-спиртовые флюсы не обеспечивают удаление с поверхности латуней оксидной пленки.
Применение высокоактивных флюсов
Нужно применять флюсы с более высокой активностью. Например, флюсы с добавками потной кислоты на основе хлористого цинка используют при пайке латуней марок ЛС59-1-1, Л63т. При пайке медии соединений с медью флюс не требуется, так как медно-фосфорные припои являются самофлюсующимися.
При пайке латуни рост интер-металлидных слоев происходит медленнее, так как латунь медленнее, чем медь, растворяется в расплавах оловянно-свинцовых припоев. Это улучшает механические свойства паяных соединений.
Однако прочностные характеристики соединений, полученных в результате пайки оловянно-свинцовыми припоями латуни Л63 , ниже, чем меди в тех же условиях. Для примера, предел прочности стыковых соединений латуни, паянных оловом, составляет 59 МПа, свинцом -26 МПа, а соединений из меди — соответственно 90 и 36 МПа.
Предел прочности соединений латуни снижается в связи с пористостью в швах, причиной которой является испарение цинка и попадание в жидкий припой его паров. Образование пара наблюдается после пайки латуни как высокотемпературными, так и низкотемпературными припоями. Высокотемпературная пайка латуни в печах с нейтральной или восстановительной атмосферой из-за испарения цинка применяется ограниченно. В газовых средах пайка латуней возможна только с предварительным использованием флюсования мест пайки. Например, пайка латуни, имеющей в своем составе до 3 % свинца и кремния (ЛКС80-3-2) медно-фосфористыми и серебряными припоями удовлетворительно происходит в газовых средах с обязательным использованием флюсов. Без флюса пайка в печи возможно только, если латунь покрыта слоем никеля или меди, препятствующим испарению цинка.
Можно паять детали из латуни и в соляных ваннах, имеющих температуры 850 — 870 °С. Чтобы улучшить затекание припоя в зазор, необходимо в раствор ванн добавить 4 — 5 % флюса, имеющего в своем составе фтороборат калия или буру. Растекание припоев ухудшается и при нагреве изделий в печах и пламени газовых горелок, так как происходит испарение и окисление цинка. При пайке латуни в восстановительном пламени горелкой, испарение и окисление цинка несколько уменьшается; при этом уменьшается пористость в паяных швах.
Для латуней, богатых медью, используются серебряные припои ПСр12, ПСр25, ПСр40. ПСр45, ПСр72, медно-фосфористые, а также латуни, имеющие низкую температуру плавления ( ПМЦ54. ПМЦ48, ПМЦ36). Для богатых цинком пайки латуней (Л68, Л63), необходимо применять припой ПСр40. При применении для них фосфористых припоев, получаются малопластичные паяные соединения, так как в шве образуются хрупкие фосфиды цинка. Это делает фосфористые припои в данном случае непригодными. Если соединение не несет динамические и вибрационные нагрузки, применяют припои ПМЦ48 и ПМЦ36.
При пайке медно-фосфористыми и серебряными припоями латуни интенсивно растворяются. Поэтому скорость нагрева при пайке должна быть очень высокой для того, чтобы сократить контакт твердого металла и жидкого припоя. Растворение латуни Л63 в припоях ПСр15, ПСр40, ПСр45,хотя и интенсивно, но меньше, чем в припоях ПСр50Д и ПСр37,5.
По вопросам, связанным с услугами по пайке латунных изделий в Екатеринбурге, звоните нам прямо сейчас! Телефон: (343) 268-06-44.


{kind=link}
{kind=link}
{kind=link}